
全国咨询热线
136-0026-2459


13600262459

电磁加热节电工作原理
现阶段市场上的塑胶机械所用的加热方式普遍为电阻丝加热圈,存在能量散失大、功率密度低等缺点,在一些需要温度较高的加热场合就无法适应了。电磁加热技术是通过电磁感应原理使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定厚度的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~80%。因为电磁加热圈本身并不发热,而且是采用绝缘材料和高温电缆制造,所以不存在着像原电热圈的电阻丝在高温状态下氧化而缩短使用寿命的问题,具有使用寿命长、升温速率快、无需要维修等优点,减少了维修时间,降低了成本。现已被广大的塑料制品企业使用,大大的降低了企业的生产成本。
电磁加热系统由两部分组成:电磁控制器和加热圈。原机受温度控制的电源(加热输出接触器(或固态继电器)输出端)经电磁控制器将工频交流电整流、滤波、逆变成20~40KHZ的高频高压电,高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性金属材料时会在金属体内产生无数的小涡流,使料筒金属材料本身自行高速发热,从而达到加热料筒内的原料。另外,也可以把电源直接输入到电磁控制器,原有的温度控制器直接用来控制电磁控制器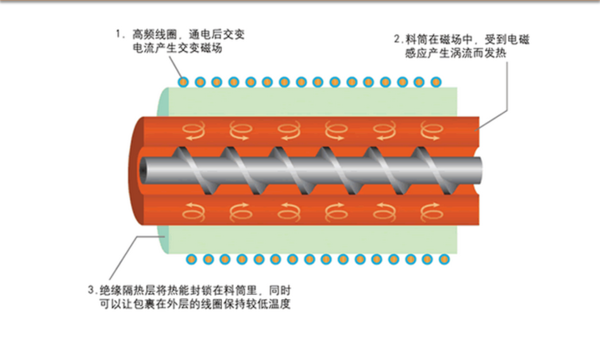
 。
。
15-20-25-30,40,50,60KW电磁感应加热电源说明书:产品电气规格:额定电压频率:380VAC 50Hz /60Hz
电压适应范围:350V-410V
额定功率:根据工件加温要求
工作频率:10-20KHz 最佳段13-16KHz
安全工作环境温度:-20℃-45℃;
工作湿度:≤95%
热效率≥95%
基本性能概述 :有软启动功能,在频繁启动的情况下,安全可靠,使用寿命长
有缺相保护功能
有IGBT过流保护功能
有IGBT过温保护功能
有加热线圈短路保护功能
半桥串联谐振电路拓扑,抗干扰能力强
采用高性能IGBT驱动模块驱动
自动识别负载及锁相功能,以使负载端得到最高功率因数,也使电路精确控制在弱感性区高效率工作
数台机芯并联安装在同一个加热管上,互不干扰
节电效果好:与目前采用的电热圈相比,节电可达35%以上
安装方便:可接桶型和平盘型等等结构方式感应线圈
运行成本低,维修量少,产品保修1年,终生维护
产品尺寸: 机壳长470*宽300*高240
产品使用所接负载特性:5130号钢以及45号钢类,线圈与工件距离 2.5厘米(特殊材料要特殊调试)
|
序号 |
功率(KW) |
输入电流(A) |
带负载电感量(uH) |
线圈电流(A) |
线横截面(mm2)国标 |
有效长度(m米)引线在外加长度算 |
保温棉厚度(mm) |
|
1 |
15
|
23-28 |
120-130 |
35-40 |
10-16 |
30-35 |
20-25 |
|
2 |
20 |
30-35 |
90-100 |
45-50 |
10-16 |
28-35 |
20-25 |
|
3 |
25 |
35-38 |
80-90 |
50-60 |
16-20 |
28-33 |
20-25 |
|
3 |
30半桥 |
38-43 |
80-90 |
60-70 |
20-25 |
25-30 |
20-25 |
|
4 |
30 |
45-50 |
190-220 |
60-70 |
16-20 |
45-50 |
20-25 |
|
5 |
40 |
60-65 |
170-200 |
70-100 |
20-25 |
40-45 |
20-25 |
|
6 |
50 |
75-80 |
150-180 |
110-140 |
20-25 |
40-45 |
20-25 |
|
7 |
60 |
90-100 |
150-160 |
120-150 |
25-35 |
40-45 |
20-25 |
|
8 |
80 |
110-120 |
130-140 |
160-200 |
35-45 |
40-45 |
20-25 |
注意:电感量只是应用的其中一个参数而已,具体要实测工作频率和电流,通过增减线圈匝数来匹配功率,加热温度要求高的感量适当减小,工作频率在12-28KHz范围内,保持加热到所需最高温度时频率不低于13KHz(工件温度升高时等效串联阻抗R上升,RLC的谐振频率会降低, 同理R上升,母线电压不变的情况下电流下降是正常的)
工作状态:待机--红灯闪烁,加热工作--红灯常亮; 绿灯配合蜂鸣声1一长一短--缺相,2一长两短--保护电路进入保护状态,3一长三短--频率超高,4一长四短--频率超低,5两长一短--脉宽超宽异常,6两长两短--IGBT模块过温,7两长三短--无检测到负载,8两长四短--电流过大
报警显示码对度表
|
显示 |
声音 |
故障原因 |
|
闪烁显示 ---- |
无 |
待机(温控表NO,常开断开) |
|
闪烁显示 –E1- |
一秒一次 |
外部驱动故障 |
|
闪烁显示 –E2- |
一秒一次 |
温度传感器故障(过温或断路,风机不转) |
|
闪烁显示 –E3- |
一秒一次 |
过电流故障 |
|
闪烁显示 –E4- |
一秒一次 |
低电流故障 |
|
闪烁显示 –E5- |
一秒一次 |
线圈不匹配 |
|
闪烁显示 –E6- |
一秒一次 |
电压过低(部分机型) |
|
闪烁显示 –E7- |
一秒一次 |
线盘温度过高(部分机型) |
|
闪烁显示 –E8- |
一秒一次 |
电压过高(部分机型) |
注:如果使用单个数码显示,则报警码闪烁显示 – 1 2 3 4 5 6 7
显示 -05-工作正常。
闪烁显示---- 无 待机, (温控器断开)原因:(温控器或者软开关断开),解决方法:(检查软开关线,或者温控器常开触点破
闪烁显示–E1- 一秒一次 外部驱动故障,原因:(线圈短,电感量不够或者短路;IGBT损坏),解决方法:(检查线圈是否破损导致短路,调整线圈参数,模块坏了,就更换,制板驱动蕊片保护,更换电路板)
闪烁显示–E2- 一秒一次 温度传感器故障(过温或断路),(环境温度高,散热差,改散散热环境,),风扇损坏,风扇控制电路烧坏,更换),(温度传感器插头松动或者短路检查IGBT插座上的传感器是否松动)
闪烁显示–E3- 一秒一次 过电流故障,电流大,检查线圈是否短路,增加电感量),高频互感器损坏,更换)
闪烁显示–E4- 一秒一次 低电流故障,(高频互感器线掉换)
闪烁显示–E5- 一秒一次 线圈不匹配,线圈短路或断开,小板损坏,检查线圈线是否乱皮,),线圈不匹配,频率高或者低,(通过面板显示频率高低,超过23KHZ,加线圈匝数,少于12KHZ,减少线圈匝数)
闪烁显示–E6- 一秒一次 电压过低(部分机型)电压低或者缺相,检查三相输入端子,是否脱落,输入电源是否正常)
闪烁显示–E7- 一秒一次 线盘温度过高(保温棉与加热体感应距离,压紧最好有2公分)
工作时显示面板闪烁:显示数据线干扰,打开机箱盖,把数据线整理一下,远离机箱内铜条和高频铜条)
电流小,功率不够:线圈线长,(适当减少线圈匝数,同时注意频率不能太高)模块驱动有断开,检查是否有驱动脚断开) E8:电压过高,关机
注意:电感量只是应用的其中一个参数而已,具体要实测工作频率和电流,通过增减线圈
匝数来匹配功率,加热温度要求高的感量适当减小(电感量减小,就是减少线圈匝数,反之,实际上测进线电流,进线电流大,增加线圈匝数,反之)工作频率在12-28KHz范围内,保持加热到所需最高温度时频率不低于13KHz(工件温度升高时等效串联阻抗R上升,RLC的谐振频率会降低, 同理R上升,母线电压不变的情况下电流下降是正常的)
大量用在水造粒机,编织袋造粒机,加热如扩散泵,注塑机,拉丝机,挤出机,盐油管道,电磁热水瓶,电磁炉等高效加热电器中. 注意事项:
报警信号说明:
1,如果出现外部故障(-E1-),应该马上关机,检查驱动和模块是否正常,修理后,用隔离变压器测试正常后开机测试;
2,传感器故障(-E2-)分两种情况,一种可能的问题是传感器没接或接触不良,另一种是温度散热片温度过高(超过75℃),等温度降至65℃恢复正常工作,个别机型70℃时预报警,在到达75℃前不自动停机,只报警。
正常工作频率一般在11KHZ至18KHZ之间,如果频率不在该范围内,可调整线圈匝数,另外需要提醒的是,低档位工作时频率超过18KHz是正常的
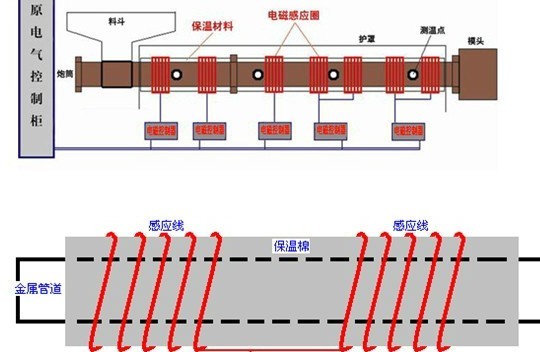
造粒机电磁加热器安装步骤:
步骤一:在造粒机料筒外包上一层保温棉。包裹的保温棉能起到减少热损耗,使得热效能利用率更高,加热速度更快更加节能。对保温棉的厚度是有要求的,小功率的保温棉厚度为1.5cm, 大功率的保温棉厚度为2-2.5cm之间最佳(此厚度为包好以后的厚度,10KW及以上为大功率)。绕圈绕法:一般加热炮筒长,分组绕法,就是几圈线靠在一起,在隔几公分,均匀绕多组线圈,还有就是炮筒短线长,就采用一圈靠一圈绕法。(不要用弹簧绕法,电感会太小线会不够长。机器容易坏)
步骤二:包上保温棉后,在外面用高温扎带扎紧。用高温扎带扎紧保温棉是为了能固定住保温棉,方便于绕电磁加热线圈。
步骤三:绕电磁加热线圈,绕线的长度根据功率的不同,绕线的长度也不同,具体的绕线长
步骤四:将绕在料筒上电磁加热线圈的两个端子与电磁加热器输出端的L1、L2或者是用OUT1,OUT2标志。连接,U、V、W或者R,S,T标志。接三相380V电源,N接零线,没有不接。 软开关线、电源线和电磁圈线不可互串或与外壳有任何连接
步骤五:通电调试。用夹表量进线电流(A)对应功率工作电流,工作频率在范围内没有,一般工作频率9-13KHZ之间。频率高,电流大,加线圈匝数,反之。
维护保护:
1、主机要定期除尘,一般2个月除一次,可用软毛刷或高压气枪除尘,以保证仪器内部良好的通风环境。
2、如使用环境是带有腐蚀性气体的地方须喷上绝缘清漆。或者用其它的绝缘防腐材料。
3、通电后切勿自行带电维修或泼入水.着火用灭火器!3、空气温度不能大于50℃
立即留言,即可获得免费方案
每天前10名可享受优惠赶紧下手:
电话:13600262459(朱先生)
13268465460(朱先生)
QQ:876923148 邮箱:876923148@qq.com
邮箱:kedayiqi188@163.com 地址:东莞市塘厦镇138工业区
Copyright © 2023 东莞市科渡机电设备科技有限公司 版权所有 ICP备案/许可证号:粤ICP备2023038416号

 扫一扫加客服微信
扫一扫加客服微信  移动端,扫扫更精彩
移动端,扫扫更精彩