
全国咨询热线
136-0026-2459


13600262459

 30-80KW电磁加热控制器简要介绍
30-80KW电磁加热控制器简要介绍
(高效率谐振式工作,非一般定频或恒功率模式)
一、产品电气规格:
1、额定电压频率:380VAC 50Hz /60Hz
2、电压适应范围:310V-450V
3、额定功率:根据工件加温要求
4、工作频率:8.5-45KHz 最佳段12-20KHz ,一般12-13KWHz,
5、安全工作环境温度:-20℃-45℃;
6、工作湿度:≤95%
7、热效率≥95%
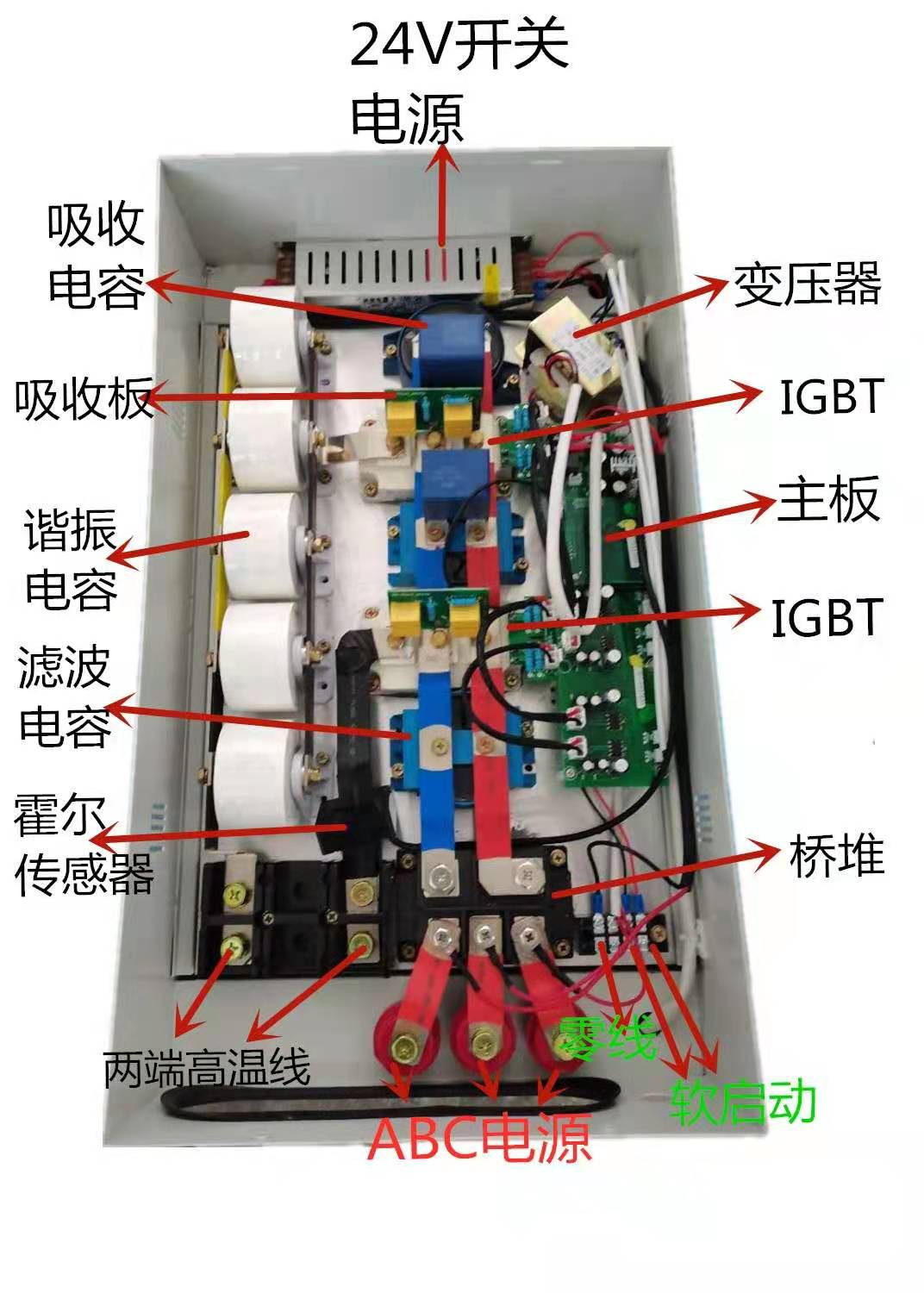
8、接线示意图
9、线圈与被加热体间距为20-25MM(包好以后的厚度)
10、工作电流:
60KW:90-100A
50KW:75-80A
40KW:60-65A
30KW:45-50A
25KW:38-43A
20KW:30-35A
15KW:23-28A
11、采用高速输入及输出电流霍尔传感器,能更精确的检测相位,电流大小
二、基本性能概述 :
1、有软启动功能,在频繁启动的情况下,安全可靠,使用寿命长
2、有缺相保护功能
3、有IGBT过流保护功能
4、有输入及输出过流保护自动调节负反馈功能
输入保护 输出保护
80KW:120A 80KW:1800A
60KW:100A 60KW:135A
50KW:80A 50KW:120A
40KW:65A 40KW:90A
30KW:50A 30KW:70A
25KW:43A 25KW:130A
20KW: 35A 20KW:90A
15KW:28A 15KW:70A
5、有IGBT过温保护功能
6、有加热线圈短路保护功能
7、有加热线圈开路保护功能
8、全桥串联谐振电路拓扑,抗干扰能力强
9、采用高性能IGBT驱动芯片驱动 ,完美的驱动及输出波形
10、自动识别负载及锁相功能,以使负载端得到最高功率因数,也使电路精确控制在弱感性区高效率工作
11、数台电磁加热控制器并联安装在同一个加热管上,互不干扰
12、节电效果好:与目前采用的电热圈相比,节电可达30%以上
13、安装方便:可接桶型和平盘型等等结构方式感应线圈
14、运行成本低,维修量少,产品保修1年,终生维护
15、产品尺寸: 30KW-60KW机壳长610*宽350*高260
三、产品使用所接负载特性:5130号钢以及45号钢类,线圈与工件距离 2-3厘米(特殊材料要特殊调试)全桥参数要求
|
序号 |
功率(KW) |
输入电流(A) |
带负载电感量(uH) |
线圈电流(A) |
线横截面(mm2)国标 |
有效长度(m米)引线在外加长度算 |
保温棉厚度(mm) |
|
|
8KW |
10-12 |
200-250 |
35 |
6 |
26-30 |
20-25 |
|
|
10 |
15-16 |
160-180 |
40 |
10 |
30-33 |
20-25 |
|
1 |
15
|
23-28 |
130-150 |
35-40 |
10-16 |
30-35 |
20-25 |
|
2 |
20 |
30-35 |
110-130 |
45-50 |
10-16 |
28-35 |
20-25 |
|
3 |
25 |
35-38 |
90-110 |
50-60 |
16-20 |
28-33 |
20-25 |
|
3 |
30半桥 |
38-43 |
80-100 |
60-70 |
20-25 |
25-30 |
20-25 |
|
4 |
30 |
45-50 |
190-220 |
60-70 |
16-20 |
45-50 |
20-25 |
|
5 |
40 |
60-65 |
170-200 |
70-100 |
20-25 |
40-45 |
20-25 |
|
6 |
50 |
75-80 |
150-180 |
110-140 |
20-25 |
40-45 |
20-25 |
|
7 |
60 |
90-100 |
150-160 |
120-150 |
25-35 |
40-45 |
20-25 |
|
8 |
80 |
110-120 |
130-140 |
160-200 |
35-45 |
40-45 |
20-25 |
注意:电感量只是应用的其中一个参数而已,具体要实测工作频率和电流,通过增减线圈匝数来匹配功率,加热温度要求高的感量适当减小,工作频率在11-28KHz范围内,保持加热到所需最高温度时频率不低于11KHz(工件温度升高时等效串联阻抗R上升,RLC的谐振频率会降低, 同理R上升,母线电压不变的情况下电流有所下降是正常的)
四、电磁加热控制器工作状态
为了方便操作,所有功能键统一(也可按客人需求订做)
待机下工作状态
1.通电待机---控制板上电源指示灯亮.
2. 通电待机---风机运行一分钟
3.显示数码屏在待机下查看温度,输入电压
开机下工作状态
1.开机---控制板上电源指示灯亮.
2.风机运行一直工作
3.显示数码屏可查看温度,输入电压,输入电流,工作频率,工作档位,工作状态
五、控制面板
四个按键分别是“-”、“功能键”、“+” 、 “确认键” 。(注:PID及普通方式控制方式只有“功能键”)
1、“功能键”:分别有“档位”、“功率”、“频率”、“电压”、“电流”、 “IGBT温度”“谐振状态”等七 种指示。
“档位”有8档,第“8”档最高功率,抵“1”档最低功率。档位的调节由“+”、“-” 键完成。
“功率”显示头字母是“P”,表示视在功率的大小。
“频率”显示头字母是“F”,表示当前运行频率的大小。
“电压”显示头字母是“U”,表示输入电压的大小。
“电流”显示头字母是“R”,表示输入电流的大小。
“温度”显示头字母是“C”,表示当前IGBT温度的高低。
“谐振状态”有两种显示:“PASS”表示系统已找到谐振点或正处在谐振状态,这是正常 的状态;“E8”是警示状态,表示目前还没有没有找到谐振点,系统处在偏离谐振状态,需要调整负载的电感量(通常是需要加大电感量),通过调整负载电感量使系统达到正常的“PASS”状态。 并查看输入电流是否处于对应的最大功率
2、“+”键:只有显示在“档位”状态时,按此键才有效,当前是最高档“8”档时,按此键不起作用。
3、“-”键:只有显示在“档位”状态时,按此键才有效,当前是最低档“1”档时,按此键不起作用。
六、数码管显示故障代码:
“-E2-”:过压保护(高于430V);
“-E3-”:欠压保护(低于310V);
“-E4-”:过热保护,风机坏,(IGBT高于75°C,等IGBT温度降到60℃,系统自动重启);
“-E5-”:超低温保护(温度电阻开路检测);
“-E6-”:IGBT过流保护;
“-E7-”:输出过流保护; 按+键3秒,只供电源解,出现E7-1,按-键,E7-0,按功能键,关电源,重开机,OK!
“-E8-”:输入过流保护。
“-E9-”:没接感应线圈线
数码管显示故障代码:
“-E1-”:电感量太小或电感线圈绕制不规范;线圈坏了。
解决方法:将“EE”设置为1或2或3。
“-E2-”:欠压保护(低于310V);
解决方法:看是否缺相,如果缺相就必须整改供电电路;否则可顺时针旋转主板上的调压电位器至380V-430V左右。
“-E4-”:过热保护(IGBT高于75°C,等IGBT温度降到60℃,系统自动重启);
“-E5-”:超低温保护(环境温度低于-10°C);
“-E6-”:IGBT短路保护。此时可能是IGBT击穿或主板驱动有故障。
“-E7-”:硬件过流保护;
解决方法:如果一启动功率立马出现“-E7-”,说明主板有问题,必须更换;
否则,也就是启动后达到一定电流时出现“-E7-”,这时可通过设置“E7=0”取消保护,消除“-E7-”报警。
“-E8-”:负载不匹配保护,也就是负载的电感量过小或者Q值过大;
解决方法:加大线圈圈数或减小感应线圈与负载的距离。
“-E9-”:无负载保护。
解决方法:检查有没有连接负载线圈或线圈有没有断路。
“-EC-”:电感量过小。
解决方法:加多电感线圈圈数,使谐振频率或达到额定功率时的振荡频率小于20KHZ。
如果无法加多电感线圈,则将IGBT换成开关频率高额型号(比如英飞凌S4系列),再设置“EC=0”。
七、
步骤一:在造粒机料筒外包上一层保温棉。包裹的保温棉能起到减少热损耗,使得热效能利用率更高,加热速度更快更加节能。对保温棉的厚度是有要求的,小功率的保温棉厚度为1.5cm, 大功率的保温棉厚度为2-2.5cm之间最佳(此厚度为包好以后的厚度,10KW及以上为大功率)。绕圈绕法:一般加热炮筒长,分组绕法,就是几圈线靠在一起,在隔几公分,均匀绕多组线圈,还有就是炮筒短线长,就采用一圈靠一圈绕法。(不要用弹簧绕法,电感会太小线会不够长。机器容易坏)
步骤二:包上保温棉后,在外面用高温扎带扎紧。用高温扎带扎紧保温棉是为了能固定住保温棉,方便于绕电磁加热线圈。
步骤三:绕电磁加热线圈,绕线的长度根据功率的不同,绕线的长度也不同,具体的绕线长多组组合绕线方向须统一,每组线圈之间的间距须大于100MM以上。
步骤四:将绕在料筒上电磁加热线圈的两个端子与电磁加热器输出端的L1、L2或者是用OUT1,OUT2标志。连接,U、V、W或者R,S,T标志。接三相380V电源,N接零线,没有不接。 软开关线、电源线和电磁圈线不可互串或与外壳有任何连接
步骤五:通电调试。用夹表量进线电流(A)对应功率工作电流,工作频率在范围内没有,一般工作频率9-13KHZ之间。频率高,电流大,加线圈匝数,反之。电感量只是应用的其中一个参数而已,具体要实测工作频率和电流,通过增减线圈匝数来匹配功率,加热温度要求高的感量适当减小,工作频率在11-28KHz范围内,保持加热到所需最高温度时频率不低于11KHz(工件温度升高时等效串联阻抗R上升,RLC的谐振频率会降低, 同理R上升,母线电压不变的情况下电流有所下降是正常的)
维护保护:
1、主机要定期除尘,一般2个月除一次,可用软毛刷或高压气枪除尘,以保证仪器内部良好的通风环境。
2、如使用环境是带有腐蚀性气体的地方须喷上绝缘清漆。或者用其它的绝缘防腐材料。
3、通电后切勿自行带电维修或泼入水.着火用灭火器!3、空气温度不能大于50℃
产品主要应用领域:工业加热设备如塑胶机械注塑机、造粒机、吹膜机、拉丝机,导热油,扩散泵,锅炉等等的电磁加热节能改造中;民用加热产品如电磁热水器,电磁热水瓶,电磁炉等高效加热电器中。
立即留言,即可获得免费方案
每天前10名可享受优惠赶紧下手:
电话:13600262459(朱先生)
13268465460(朱先生)
QQ:876923148 邮箱:876923148@qq.com
邮箱:kedayiqi188@163.com 地址:东莞市塘厦镇138工业区
Copyright © 2023 东莞市科渡机电设备科技有限公司 版权所有 ICP备案/许可证号:粤ICP备2023038416号

 扫一扫加客服微信
扫一扫加客服微信  移动端,扫扫更精彩
移动端,扫扫更精彩